

Công nghệ chụp cắt lớp vi tính (CT) chủ yếu được sử dụng trong lĩnh vực y tế để phát hiện tình trạng sức khỏe bên trong cơ thể con người. Với sự phát triển của các công nghệ liên quan, đặc biệt là độ phân giải của nguồn bức xạ và thiết bị phát hiện, công nghệ chụp cắt lớp vi tính tia X ở quy mô micron đang dần được áp dụng trong các lĩnh vực thăm dò địa chất, sinh học và khoa học vật liệu.
Bằng cách quét toàn diện cấu trúc bên trong của mẫu thử, các hình ảnh chụp cắt lớp với độ tương phản khác nhau được hình thành theo sự khác biệt về mật độ của cấu trúc bên trong, để nắm bắt chính xác số lượng, phần thể tích và sự phân bố lỗ chân lông, tạp chất, vết nứt và ba- không gian chiều của cấu trúc vi mô vật liệu bên trong mẫu Sẽ rất hữu ích khi phân tích mối quan hệ giữa thông tin lỗi và tính chất cơ học của vật liệu, xác định vai trò của lỗi trong lỗi vật liệu, sau đó giúp nghiên cứu cơ chế lỗi để tối ưu hóa và cải thiện quy trình chuẩn bị vật liệu .
Bài báo này phân tích đặc điểm cấu trúc bên trong của các tế bào pin nguồn lithium-ion thông qua công nghệ chụp cắt lớp vi tính, nhằm hướng tới tuổi thọ pin và các vấn đề an toàn đang được ngành công nghiệp pin lithium-ion hiện nay hết sức quan tâm. Về mức độ lão hóa của pin, sự phát triển của cấu trúc bên trong tổng thể của pin sau các chu kỳ khác nhau được so sánh chi tiết; về các mối nguy hiểm đối với an toàn pin, các vấn đề như gãy điện cực, nếp gấp điện cực, căn chỉnh mảnh cực và tạp chất bên trong được phân tích trong các hình ảnh chụp cắt lớp vi tính. Các đặc điểm của pin đã được phân tích và cấu trúc bên trong của pin sau khi kiểm tra độ an toàn đã được phân tích.
1. Phương pháp kiểm tra và các thông số kỹ thuật
1.1 Phương pháp kiểm tra
Hình 1 là một bức ảnh kiểm tra chụp cắt lớp vi tính X-quang. Phía bên trái là nguồn tia X, ở giữa là giai đoạn mẫu thử nghiệm và phía bên phải là máy dò. Ba thành phần chính này được đặt bên trong phòng chì được che chắn để đảm bảo rằng nhân viên thử nghiệm sẽ không bị ảnh hưởng bởi bức xạ tia X trong quá trình thử nghiệm.
QUẢ SUNG. 2 là sơ đồ nguyên lý của thiết bị quét. Như thể hiện trong Hình 2(a), tia X được phát ra từ nguồn bức xạ và sau khi xuyên qua mẫu thử, tia X truyền qua được bộ phận hình ảnh trong máy dò nhận, chuyển đổi thành tín hiệu kỹ thuật số và hiển thị trong màn hình. máy tính. Hình ảnh chụp cắt lớp vi tính thu được từ pin lithium-ion loại 18650 được hiển thị trong Hình 2(b) và Hình 2(c). Hình 2(b) là một ví dụ về hình ảnh cắt ngang của pin, từ đó có thể quan sát rõ ràng cấu trúc cuộn dây bên trong pin. Hình 2(c) là một ví dụ về hình ảnh mặt cắt dọc của pin, từ đó có thể quan sát thấy tính đều đặn tổng thể của cấu trúc pin.
1.2 Thông số kỹ thuật
Phân tích chụp cắt lớp tia X được thực hiện trong bài báo này được thực hiện bằng hệ thống chụp cắt lớp vi tính nanoVoxel-4000 của Tianjin Sanying Precision Instrument Co., Ltd. Trong quá trình thử nghiệm, điện áp nguồn tia X được đặt thành 225kV, độ phân giải là 2μm; vùng tạo ảnh của máy dò tia X là 244mm×196mm và phạm vi tạo ảnh là 300mm×450mm (đường kính×chiều cao). Các điều kiện thí nghiệm của kiểm tra chụp cắt lớp vi tính X-quang được thể hiện trong Bảng 1.
Phân tích chụp cắt lớp tia X được thực hiện trong bài báo này được thực hiện bằng hệ thống chụp cắt lớp vi tính nanoVoxel-4000 của Tianjin Sanying Precision Instrument Co., Ltd. Trong quá trình thử nghiệm, điện áp nguồn tia X được đặt thành 225kV, độ phân giải là 2μm; vùng tạo ảnh của máy dò tia X là 244mm×196mm và phạm vi tạo ảnh là 300mm×450mm (đường kính×chiều cao). Các điều kiện thí nghiệm của kiểm tra chụp cắt lớp vi tính X-quang được thể hiện trong Bảng 1.
II. KẾT QUẢ VÀ THẢO LUẬN
2.1 Thử nghiệm không phá hủy mức độ lão hóa của pin điện
Để khám phá sự phát triển của cấu trúc bên trong của pin nguồn sau khi đạp xe trong thời gian dài, mẫu 1 # đã được sạc và xả ở tốc độ 2C và thử nghiệm bị tạm dừng sau một số chu kỳ nhất định và pin được phóng điện để trống. , phân tích những thay đổi trong cấu trúc bên trong của nó. Hình 3 là hình ảnh cắt lớp vi tính cắt dọc của mẫu thử nghiệm. Hình 3(a)–(d) tương ứng với pin mới có chu kỳ lần lượt là 500, 1000 và 2000 chu kỳ. Cấu trúc bên trong của pin chưa được quay vòng rất đều đặn (Hình 3(a)) và có thể quan sát thấy điện cực quấn nhiều lớp và khoảng trống ở giữa pin. Khi chu kỳ lên tới 500 chu kỳ (Hình 3(b)), có thể quan sát thấy điện cực bên trong có chỗ phình ra rõ ràng và các chỗ phồng chủ yếu tập trung ở đáy pin. Khi chu kỳ đạt 1000 chu kỳ, các chỗ phồng xuất hiện ở đầu dưới và đầu trên của một điện cực. Khi chu kỳ đạt 2000 chu kỳ, các chỗ phình ra ở một bên được kết nối với nhau, tạo thành các chỗ phình to hơn và các chỗ phình nhỏ hơn ở phía bên kia của điện cực. tăng lên.
2.1 Thử nghiệm không phá hủy mức độ lão hóa của pin điện
Để khám phá sự phát triển của cấu trúc bên trong của pin nguồn sau khi đạp xe trong thời gian dài, mẫu 1 # đã được sạc và xả ở tốc độ 2C và thử nghiệm bị tạm dừng sau một số chu kỳ nhất định và pin được phóng điện để trống. , phân tích những thay đổi trong cấu trúc bên trong của nó. Hình 3 là hình ảnh cắt lớp vi tính cắt dọc của mẫu thử nghiệm. Hình 3(a)–(d) tương ứng với pin mới có chu kỳ lần lượt là 500, 1000 và 2000 chu kỳ. Cấu trúc bên trong của pin chưa được quay vòng rất đều đặn (Hình 3(a)) và có thể quan sát thấy điện cực quấn nhiều lớp và khoảng trống ở giữa pin. Khi chu kỳ lên tới 500 chu kỳ (Hình 3(b)), có thể quan sát thấy điện cực bên trong có chỗ phình ra rõ ràng và các chỗ phồng chủ yếu tập trung ở đáy pin. Khi chu kỳ đạt 1000 chu kỳ, các chỗ phồng xuất hiện ở đầu dưới và đầu trên của một điện cực. Khi chu kỳ đạt 2000 chu kỳ, các chỗ phình ra ở một bên được kết nối với nhau, tạo thành các chỗ phình to hơn và các chỗ phình nhỏ hơn ở phía bên kia của điện cực. tăng lên.
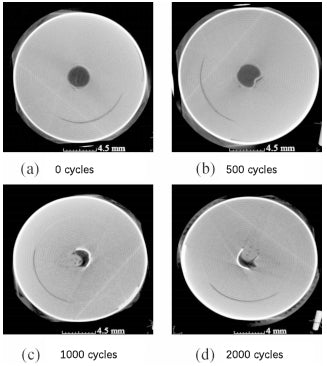
Hình 4 là hình ảnh cắt lớp vi tính của một mẫu thử nghiệm. Hình 4(a)–(d) tương ứng với pin mới và pin có chu kỳ lần lượt là 500, 1000 và 2000 chu kỳ. Trong chế độ xem mặt cắt ngang của mẫu pin, có thể quan sát rõ hơn cấu trúc cuộn dây của điện cực bên trong pin và sự biến dạng bên trong của pin trong quá trình đạp xe cũng có thể được phản ánh bằng sự thay đổi khoảng trống trung tâm của pin. Như được hiển thị trong Hình 4 (a), khoảng trống ở tâm của pin là một vòng tròn đều đặn và khi chu kỳ diễn ra, vòng tròn dần dần chùng xuống, chiếm hơn 2/3 diện tích của tâm pin sau 2000 chu kỳ. Khi chu trình diễn ra, cấu trúc bên trong của mẫu bị biến dạng đáng kể. Sự biến dạng lớn bên trong điện cực sẽ dẫn đến sự phân tách các điện cực dương và âm của pin, diện tích phản ứng điện hóa hiệu quả sẽ giảm, công suất sẽ giảm và tiềm ẩn nguy cơ đoản mạch bên trong.
2.2 Kiểm tra không phá hủy các nguy cơ tiềm ẩn về an toàn đối với các tế bào pin nguồn
2.2.1 Đứt gãy kết cấu
Pin nguồn sẽ bị phá vỡ cấu trúc điện cực do lỗi nhà máy hoặc quá trình sạc và xả. Sự đứt gãy của điện cực thường xảy ra tại điểm uốn của điện cực bên trong của pin, chẳng hạn như mặt trong của ô cuộn của pin hình trụ và mặt trong của các điện cực cuộn và xếp chồng lên nhau của hộp mềm và hộp vuông ắc quy. Hình 5 là hình ảnh quét CT của các điện cực bên trong của pin hộp cứng hình chữ nhật. Có thể quan sát cấu trúc phân lớp rõ ràng của các điện cực dương và âm từ Hình 5(a) và (b), lớp có độ tương phản cao tương ứng với phần cực dương và lớp có độ tương phản thấp tương ứng với phần cực âm.
2.2.1 Đứt gãy kết cấu
Pin nguồn sẽ bị phá vỡ cấu trúc điện cực do lỗi nhà máy hoặc quá trình sạc và xả. Sự đứt gãy của điện cực thường xảy ra tại điểm uốn của điện cực bên trong của pin, chẳng hạn như mặt trong của ô cuộn của pin hình trụ và mặt trong của các điện cực cuộn và xếp chồng lên nhau của hộp mềm và hộp vuông ắc quy. Hình 5 là hình ảnh quét CT của các điện cực bên trong của pin hộp cứng hình chữ nhật. Có thể quan sát cấu trúc phân lớp rõ ràng của các điện cực dương và âm từ Hình 5(a) và (b), lớp có độ tương phản cao tương ứng với phần cực dương và lớp có độ tương phản thấp tương ứng với phần cực âm.
Hình 5(b) là hình ảnh CT phóng to của bộ phận bị đứt gãy cấu trúc ở một phần khác của điện cực. Như được chỉ ra bởi mũi tên trong hình, trong 4 lớp bên trong của phần cong của điện cực, có thể quan sát thấy một điểm tối hơn, cho thấy mật độ điện cực tại điểm này thấp hơn mật độ của khu vực xung quanh, nghĩa là cấu trúc điện cực bị gãy và khoảng cách gãy là khoảng 0,13mm. . Sự đứt gãy của điện cực sẽ làm cho mức độ kết nối điện của cấu trúc vi mô gần điểm đứt gãy khác với các khu vực khác, điều này sẽ dẫn đến sự phân bố mật độ dòng điện không đồng đều trong quá trình sạc và xả, dẫn đến một lượng nhỏ sinh nhiệt không đồng đều và tổn thất công suất. Vì điện cực sẽ biến dạng trong quá trình đạp xe, mức độ đứt gãy của điện cực có thể tăng lên do sự biến dạng tổng thể của điện cực. Giả thuyết này cần được so sánh và xác minh thêm để chứng minh.
2.2.2 Các nếp gấp điện cực
Trong pin nguồn, việc các điện cực có bị nhăn hay không có thể biểu thị tính đều đặn tổng thể của cấu trúc bên trong pin, điều này có liên quan đến mức độ xuất xưởng của pin và mức độ sử dụng của pin. Hình 6(a) và Hình 6(b) là kết quả quét CT trên hai viên pin vỏ cứng hình vuông cùng loại. Có thể quan sát thấy rằng trong Hình 6(a), mỗi lớp của điện cực ở vùng phẳng và cong cho thấy tính nhất quán cao và khoảng trống ở trung tâm của cuộn dây pin cũng thể hiện một đường thẳng với mức độ đều đặn cao; từ Hình 6(b) Có thể quan sát rõ ràng rằng một số điện cực bị nhăn và tổng thể các điện cực bị uốn cong.
2.2.2 Các nếp gấp điện cực
Trong pin nguồn, việc các điện cực có bị nhăn hay không có thể biểu thị tính đều đặn tổng thể của cấu trúc bên trong pin, điều này có liên quan đến mức độ xuất xưởng của pin và mức độ sử dụng của pin. Hình 6(a) và Hình 6(b) là kết quả quét CT trên hai viên pin vỏ cứng hình vuông cùng loại. Có thể quan sát thấy rằng trong Hình 6(a), mỗi lớp của điện cực ở vùng phẳng và cong cho thấy tính nhất quán cao và khoảng trống ở trung tâm của cuộn dây pin cũng thể hiện một đường thẳng với mức độ đều đặn cao; từ Hình 6(b) Có thể quan sát rõ ràng rằng một số điện cực bị nhăn và tổng thể các điện cực bị uốn cong.
Hình 6(c) là hình ảnh chi tiết của khu vực có độ nhăn lớn nhất. Độ dài nếp nhăn tối đa là khoảng 10 mm và cung nếp gấp khoảng 150°, như thể hiện trong vòng tròn ở Hình 6(c), sự xuất hiện của nếp nhăn dẫn đến khoảng cách giữa các điện cực dương và âm bên trong điện cực, điều này làm giảm hiệu quả của các điện cực dương và âm của pin. Diện tích tiếp xúc sẽ ảnh hưởng đến khả năng phản ứng của điện cực trong quá trình sử dụng và làm tăng nguy cơ đoản mạch bên trong pin. Các khoảng trống bên trong pin do nếp nhăn cũng ảnh hưởng đến dung lượng và điện trở trong của pin, do đó ảnh hưởng đến quá trình sinh nhiệt của pin, làm tăng tính nhất quán của các mô-đun hoặc tế bào pin trong hệ thống.
2.2.3 Căn chỉnh mảnh cực
Sự khác biệt trong việc căn chỉnh các cực của pin chủ yếu là do mức độ xử lý của pin khi rời khỏi nhà máy. Các miếng cực được căn chỉnh kém có thể dẫn đến sự bất đối xứng giữa các điện cực dương và âm, điều này không chỉ dẫn đến mất một phần công suất mà còn làm tăng nguy cơ đoản mạch bên trong pin. Ví dụ: khi quét nhiều pin vỏ vuông của cùng một mẫu, các vùng điện cực có sự sắp xếp khác nhau được hiển thị trong Hình 7.
2.2.3 Căn chỉnh mảnh cực
Sự khác biệt trong việc căn chỉnh các cực của pin chủ yếu là do mức độ xử lý của pin khi rời khỏi nhà máy. Các miếng cực được căn chỉnh kém có thể dẫn đến sự bất đối xứng giữa các điện cực dương và âm, điều này không chỉ dẫn đến mất một phần công suất mà còn làm tăng nguy cơ đoản mạch bên trong pin. Ví dụ: khi quét nhiều pin vỏ vuông của cùng một mẫu, các vùng điện cực có sự sắp xếp khác nhau được hiển thị trong Hình 7.
Các vùng có độ tương phản cao hơn trong hình là dương và các vùng có độ tương phản thấp hơn là âm. Như được thể hiện bằng đường màu đỏ trong hình, chiều dài tương đối của mỗi phần cực dương và điện cực tham chiếu được tính toán dựa trên các điện cực có cùng chiều dài trong hai khu vực quét, như trong Hình 7(c). Độ lệch chuẩn của chiều dài tương đối của mảnh điện cực dương trong Hình 7(a) là 294,38 μm và độ chênh lệch chiều dài trung bình của mảnh điện cực dương trong Hình 7(b) là 810,01 μm. Kết quả cho thấy rằng sự thẳng hàng của các mảnh cực dương trong Hình 7(b) kém hơn đáng kể so với trong Hình 7(a). Sự khác biệt trong sự liên kết của các miếng cực sẽ không chỉ dẫn đến việc giảm công suất của đầu cực do giảm bề mặt tiếp xúc của các điện cực dương và âm, mà còn có khả năng xảy ra đoản mạch bên trong do phụ nhô ra các điện cực dương và âm. Khi pin bị rung, va chạm hoặc rơi, pin không thẳng hàng dễ gây đoản mạch bên trong do các điện cực âm và dương tiếp xúc trực tiếp với nhau, đồng thời tỏa ra một lượng nhiệt lớn.
2.2.4 Vật thể lạ trong pin
Vật lạ bên trong pin chủ yếu là do lỗi quy trình của pin khi rời khỏi nhà máy. Vì công nghệ quét CT rất nhạy cảm với các vật liệu có mật độ cao nên chủ yếu có thể phát hiện các dị vật kim loại. Như thể hiện trong Hình 8, tạp chất kim loại được phát hiện trong Hình 8(a) là tạp chất kim loại trong điện cực. Có thể quan sát thấy một điểm có độ tương phản cao với kích thước hạt khoảng 100 μm × 200 μm trong điện cực nằm giữa hai lớp điện cực trong pin. Như thể hiện bởi mũi tên trong hình. Vật lạ trong điện cực có khả năng khiến nhiệt độ của khu vực vi mô quá cao trong quá trình sử dụng pin, dẫn đến nguy hiểm về an toàn. Hình 8(b) là hình ảnh của vật lạ trong vòng đệm của pin và kích thước hạt của vật lạ là khoảng 100 μm. Vật lạ trong vòng đệm có thể khiến pin bị lỏng và gây ra nguy cơ rò rỉ chất điện phân trong quá trình sử dụng.
2.2.4 Vật thể lạ trong pin
Vật lạ bên trong pin chủ yếu là do lỗi quy trình của pin khi rời khỏi nhà máy. Vì công nghệ quét CT rất nhạy cảm với các vật liệu có mật độ cao nên chủ yếu có thể phát hiện các dị vật kim loại. Như thể hiện trong Hình 8, tạp chất kim loại được phát hiện trong Hình 8(a) là tạp chất kim loại trong điện cực. Có thể quan sát thấy một điểm có độ tương phản cao với kích thước hạt khoảng 100 μm × 200 μm trong điện cực nằm giữa hai lớp điện cực trong pin. Như thể hiện bởi mũi tên trong hình. Vật lạ trong điện cực có khả năng khiến nhiệt độ của khu vực vi mô quá cao trong quá trình sử dụng pin, dẫn đến nguy hiểm về an toàn. Hình 8(b) là hình ảnh của vật lạ trong vòng đệm của pin và kích thước hạt của vật lạ là khoảng 100 μm. Vật lạ trong vòng đệm có thể khiến pin bị lỏng và gây ra nguy cơ rò rỉ chất điện phân trong quá trình sử dụng.
2.3 Phân tích cấu trúc bên trong của các cell pin nguồn sau khi kiểm tra an toàn
2.3.1 Kiểm tra an toàn điện
Hình 9 cho thấy hình ảnh CT của một loại pin 18650 nhất định trước và sau khi thử nghiệm xả quá mức. Hình 9(a) là hình ảnh mặt cắt ngang và mặt cắt dọc của một cục pin rỗng chưa được xả quá mức. Có thể quan sát thấy rằng bên trong pin có cấu trúc cuộn dây đều đặn gồm các điện cực dương và âm. Hình 9(b) cho thấy pin sau khi xả quá mức 1C đến 150% DOD và sau 1 lần sạc-xả hết. Từ hình ảnh CT, có thể thấy rằng cấu trúc cuộn dây tổng thể của pin vẫn tương đối nguyên vẹn, nhưng có thể nhìn thấy các gờ nhỏ, nguyên nhân là do sự hòa tan đồng của điện cực dương trong quá trình xả quá mức của pin. Ngoài ra, bằng cách đo độ dày của các điện cực dương và âm, người ta thấy rằng sau khi phóng điện, độ dày của điện cực dương tăng từ 102,7 μm lên 182,1 μm và độ dày của điện cực âm tăng từ 175,2 μm lên 198,6 μm , chỉ ra rằng điện cực dày lên trong quá trình phóng điện quá mức.
2.3.1 Kiểm tra an toàn điện
Hình 9 cho thấy hình ảnh CT của một loại pin 18650 nhất định trước và sau khi thử nghiệm xả quá mức. Hình 9(a) là hình ảnh mặt cắt ngang và mặt cắt dọc của một cục pin rỗng chưa được xả quá mức. Có thể quan sát thấy rằng bên trong pin có cấu trúc cuộn dây đều đặn gồm các điện cực dương và âm. Hình 9(b) cho thấy pin sau khi xả quá mức 1C đến 150% DOD và sau 1 lần sạc-xả hết. Từ hình ảnh CT, có thể thấy rằng cấu trúc cuộn dây tổng thể của pin vẫn tương đối nguyên vẹn, nhưng có thể nhìn thấy các gờ nhỏ, nguyên nhân là do sự hòa tan đồng của điện cực dương trong quá trình xả quá mức của pin. Ngoài ra, bằng cách đo độ dày của các điện cực dương và âm, người ta thấy rằng sau khi phóng điện, độ dày của điện cực dương tăng từ 102,7 μm lên 182,1 μm và độ dày của điện cực âm tăng từ 175,2 μm lên 198,6 μm , chỉ ra rằng điện cực dày lên trong quá trình phóng điện quá mức.
Hình 10(a) là hình ảnh CT của một cục pin 18650 nào đó sau khi kiểm tra châm cứu. Có thể thấy rõ rằng châm cứu có tác động nghiêm trọng đến cấu trúc bên trong của pin, lỗ thủng có thể nhìn thấy rõ và cấu trúc tổng thể bên trong của pin bị vẩn đục, nguyên nhân là do sự thoát nhiệt của pin trong quá trình châm cứu. quá trình, dẫn đến nhiệt độ cao và đốt cháy. Hình 10(b) là hình ảnh cắt ngang của pin sau khi châm cứu. Có thể thấy lực do châm cứu truyền qua pin đã làm biến dạng cấu trúc tổng thể của pin.